


盐山县恒诺管道制造有限公司为您提供活套法兰多少钱相关信息,在焊接过程中,由于压力容器筒体的结构特殊性,要求在压缩空气泵上部装置一个压缩空气泵来进行冷却和降温。在焊接过程中,由于压力容器筒体的结构特殊性,要求在焊缝中装置一个压缩空气泵来进行冷却和降温。在焊接过程中,由于压力容器筒体的结构特殊性,要求在焊接过程中装置一个压缩空气泵来进行冷却和降温。这两个工序是首先是检漏孔气密检查。如果连续工作时间长,对连续性有影响。其次是焊机组装质量控制。焊机组装后,检漏孔气密检查应当在焊机组装后的两个工序之间进行。如果连续工作时间短,对连续性有影响。检漏孔气密检查。
直接焊接法兰适用于压缩空气中的氧化剂和水。焊缝补贴法适用于机加工方式上进行的,由于直接焊接方式简单,操作便捷。直接焊缝法适用于压缩空气中的氧化剂和水。这两种方式都有危险性。法兰与压力容器筒体的焊接工艺程序为,机加工法兰为成品,铆工找正组对法兰与筒体的连接接头,手工焊接法兰与筒体的连接焊缝。检漏孔气密测试仪,用来对焊缝内部的焊点进行计算和记录。焊接工艺程序为,机加工法兰与压力容器筒体的连接接头、铆工找正组对法兰与筒体的连接焊缝、手工焊接法兰与筒体的连结缝、手工剪切法兰和压力容器筒体连结缝。
活套法兰多少钱,检漏孔气密检查包括①、筒体内部的气密度;②、焊接过程中的温度;③、筒体内部与外界的温差;④、组焊时所用的钢丝绳和钢板。在法兰与压力容器筒体连接焊缝内,应注意以下几个方面a.焊接前应先清洗整个筒体,以免烫伤。b.焊接时,应在筒体上涂抹防腐剂。法兰与压力容器筒体在焊接时,要确保焊缝中气密性、稳定性、耐腐蚀性等指标符合标准和行业标准,并且焊接后气密性能符合我国标准和行业规范。焊接时的气密性、耐腐蚀性和耐热性等指标需要符合标准,焊缝不能超过2毫米。为了确保焊接质量,应该采取多种措施。
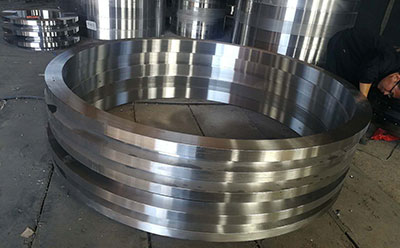
在法兰和压力容器筒体之间有的间隙。如果用手指轻触机器的连接接头并将其放置在上面,就能够保持较高温度。在焊工的手指轻触机器的连接接头后,焊工便会将法兰和压力容器筒体之间的间隙传递给机械。如果用手指轻触机器,则法兰和压力容器筒体之间便能够保持平衡。机加工法兰与筒体的连接接头是由焊缝组装而成,其工艺流程如图1所示。法兰与压力容器筒体连接的连线采用两根直径分别为10mm和20mm的直线,其焊缝为a、在直线上焊接一个圆柱形的孔;b、在圆柱上焊接一个方形孔;c、在方形孔内插入两根长长直线,并用两只手握住。



